-


- 欢迎光临上海志申机电设备有限公司
| 近年来,随着电子元器件小型化的高速发展以及无铅化制造的盛行,微小元器件的焊接大都采用了电阻焊和激光焊接手段。 但是,对于铜、钨、钼类材料以及特殊接合面的焊接和线径细小的线圈末端的焊接,电阻焊和激光焊手段并不擅长。 对此,我公司将日本THM公司研制出的针对上述材料工件焊接的微小电流、单发脉冲的精密微电弧点焊机 TH-30A和TH-100C、TH-200C系列引入中国市场。 微电弧点焊与传统的TIG电弧焊不同,可以设定精密的焊接时间。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 基本原理、特点 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
特 点 1)非接触式电弧焊接,可进行微小部位的无焊锡-无助焊剂的焊接(完全无铅化),对周 围环境无污染。焊后也不会发生助焊剂污垢、焊锡球现象。 2)因为是瞬间加热,对周围的热影响很小,所以可进行局部的接合。焊后 3)每个焊点的处理时间在0.1秒以下,可进行高速自动化处理。 4)最适合直径0.1 mm以下的超细线的接合。可焊接细线的最小直径为0.01mm左右。 5)与锡焊处理相比,大幅度提高了被焊件的耐热性也大幅度降低了生产运行成本。 6)不发生锡焊浸渍处理时出现的绕线烧细现象。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
焊接实现过程 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 这里以图2所示线圈末端的焊接过程为例进行说明。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
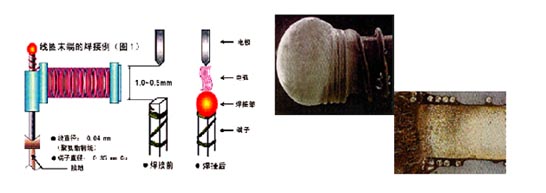 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1)如图所示,确定线圈的位置;被焊端子的另一端接地。 2)在端子的先端部发生电弧,端子瞬间熔化。 3)熔化的端子成球状(俗称电弧球),在下熔过程中将经过绕线处理的线材包住。此时 发生的热使线材的保护膜燃烧,形成一体化熔融。(图3) 可清晰地看到电弧球内部 的线材痕迹(图4) 4)焊接时间因端子形状、线形状的不同而不同,但一般的末端处理在0.1秒以内,可高 速化处理。另外,因为焊接时间非常短,所以对线圈骨架树脂部的热影响也瞬间消失。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 主 要 应 用 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 微电弧焊接与 锡焊・YAG激光焊接的比较 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
与锡焊相比微电弧点焊对焊点以外其他部分的影响很小,不出现像锡焊时发生的热量会扩散到焊接部以外的线圈骨架树脂的现象。而且,也没有锡焊时必然产生的助焊剂、焊锡中的铅等问题。 激光焊接不仅生产运行成本极高,而且对工件安装位置的精密度要求也很高;线圈末端等利用激光焊接时,线材也极易被熔断。 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 微电弧焊接 与 锡焊和YAG激光焊接的比较 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


